
|
Making Roman glass today - Circus beaker (Rütti A1)
from Colchester (our 047a) (1997) On making prismatic Roman bottles (1997) Haud credibile posso quae non Roman est or: 'I can't believe it's not Roman!' (1998) Gladiators! - Gladiator beaker (Rütti C1) from Colchester (our 048a) (1998) The 'Circus Maximus' beaker - Circus beaker (Rütti B2) from Colchester (our 047d) (1999) No Pane, No Gain! - Roman window glass (2000) (Updated November 2003) Mosaic Glass and Ribbed Bowls (2003) Ribbed Bowls and their Manufacture (forthcoming) |

|
Roman glass
The technique of glassblowing was invented in the 1st century BC; migrating glass-makers ensured the rapid spread of glassblowing across the Roman Empire. Most examples found in the UK are likely to have been imported. Glassblowing meant that glass vessels could be produced much faster and so compete with pottery. Despite the fragility of glass, enough fragments have been found to give us a good picture of the diversity of five centuries of Roman glass. Roman glass was a soda-lime type, made of silicon, sodium and calcium oxides, with potassium, magnesium and aluminium oxides; the characteristic pale blue green colour is caused by an impurity, iron oxide. Our glass is closely based on Roman ingredients, but with the advantages of modern glass technology we produce a glass which is easy to work by hand, but with the colour and characteristics of Roman glass, i.e. thinness, light weight, bubbles and 'cord', and a shiny fire-polished finish.
Chariot racing
Chariot racing was a popular spectator sport in the Roman Empire and the charioteers were like modern racing drivers -famous, well rewarded, and celebrated on decorated glass chariot cups.
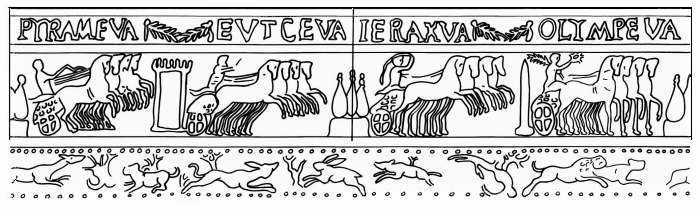
The most famous race track was the Circus Maximus in Rome, and details of the 'spina' (the central barrier of the race track) are often included in the beakers, such as the three 'metae', the conical turning-posts, as well as the central obelisk and the seven bronze 'ovarium' (eggs) or 'delphinarium' (dolphins) which indicated to crowd and drivers the numbers of laps remaining (see frieze below).
Sadly, nothing seems to be known of Olympe (Olympus), but his name recurs on most of the different examples of circus beakers, suggesting that he was a frequent and popular competitor. Three of his fellow drivers, named on other cups, are described in antiquity. lncitatus is mentioned by the Roman writer Martial, and two others are featured in contemporary inscriptions. Pompeius Musclosus won an extraordinary 3,559 races, and Crescens was killed (presumably in a race) aged 22, having already earned the vast sum of 1,588,346 sesterces by winning races.
Chariot or circus cups
Mould-blown glass beakers with scenes of chariot racing and/or gladiatorial combat were fairly common during the second half of the 1st century AD, and have been found throughout the western provinces of the Roman Empire. Chariot race beakers are known as circus beakers, the circus being the race track. These cups were perhaps like a souvenir of a popular sports personality today.

Four fragments of glass were found by the Colchester Archaeological Trust at Balkerne Lane. These fragments are nearly one quarter of one such beaker, a cylindrical cup with a single racing frieze, possibly made in or around Cologne. It depicts the victorious charioteer Olympe, with chariot (quadriga) and team of four horses, holding aloft his winner's wreath and palm, with the inscription OLYMPE VA. Part of this is now used as the logo of the Colchester Archaeological Trust.
Fortunately, other fragments of similar beakers have been found at sites including London and Vindonissa in Switzerland, and a virtually complete example is held at the Musée Archéologique in Namur, Belgium, enabling us to reconstruct the whole design.
The design
There are four chariots in the full design of this example, which has a main frieze of the race, with the inscription of the four names (with VA, for 'vade', meaning 'go', or 'vale', meaning 'farewell'), and a lower frieze with a hunting scene and trees. Three chariots are racing and the winner is standing. This may record one actual race, in which Olympe was the winner, as he is shown at the front, ahead of Ierax, Pyramus and Eutycus, in the complete frieze.
All of the known chariot race cups show the four teams (whites, blues, reds and greens) racing from left to right around the vessels, reflecting the spectators' view of the event.
Production
We now produce reproductions of twelve different circus beaker designs, intended to complement our range of free-blown Roman glass reproductions, and our methods of production follow what we believe to be similar processes to those used by Roman artisans.
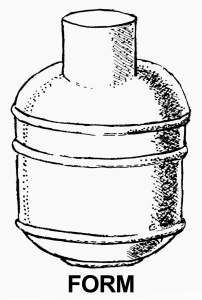
Firstly, a form has to be produced on a lathe. It includes the horizontal bands of the frieze and the foot rings on the vessel's base, as well as a 'dome' and 'chimney' above the lip of the beaker.
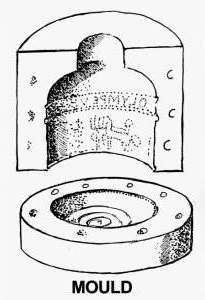
Next, a three-part plaster mould is made from the form.
When dry, the beaker's design is carefully drawn backwards onto the three inner surfaces. The design can be engraved using the simplest of tools such as iron needles with both sharp and rounded ends. As the engraving progresses, one can check the depth of sculpture by taking plasticine impressions. When all three parts of the mould have been engraved, it is re-assembled, and a clay archetype is made.
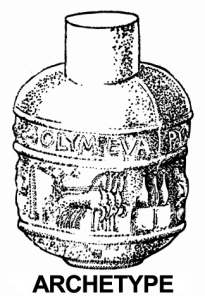
At this stage the Roman artisans probably fired the archetype in a kiln, producing one or more durable masters from which many moulds could be made by pressing clay around the surface of each one, and carefully cutting it away to provide clean-fitting seams.
After drying, these three parts were fired. The glass-blower could now expand a glass bubble inside the mould whilst his assistant held the three parts together. After the blown vessel was annealed (cooled in a controlled cycle to remove stresses in the glass), the dome or 'moile' would be cracked off, and the lip of the beaker ground to produce a safer edge.
Our moulds are cast in bronze for ease of use and durability, but carefully chased (finished) to impart a similar surface texture to the glass as on the Roman originals.
Text and pictures by Mark Taylor and David Hill 1997
For further reading on Roman glass, including circus beakers, see:The original version of this article appeared in 'The Colchester Archaeologist' No. 11 (1998)

These very common mould-blown bottles include square, rectangular, and hexagonal-sectioned examples of various sizes. Although they are reasonably quick to make, they do represent a challenge to the glassblower. The following are a selection of observations I have gathered together from my own experiences making these bottles.
Small bottles need only a single gather, the larger square-sectioned bottles need two or more. The parison for square and hexagonal-sectioned bottles is made in the normal way: the gather is shaped and inflated a small amount and then stretched to form the neck. The body is formed by inflating the end of the elongated bubble, taking care to keep as much glass as possible at the base of the bubble. The parison is cut in slightly with the pucellas (or probably shears in the case of the Romans) in order to emphasise the junction between the neck and the shoulder. The body parison is elongated (the length of elongation determines the length of the completed body), reheated and introduced into the open mould.
For all mould-blowing, a good parison should mimic the general shape of the mould. This ensures a reasonably even distribution of glass in the finished vessel. The parisons for the square and hexagonal-sectioned bottles can be circular in cross-section, but the parison for a rectangular-sectioned bottle needs extra work before it can enter the mould. It has to be flattened on a marver or by using a wooden board until it assumes a rectangular shape a little smaller in size than the mould before it is reheated.
Once in the mould, the parison is inflated and the iron pushed a little way down into the body of the bottle. This gives the shoulder its characteristic squareness. The bottle is withdrawn from the mould, the base and sides are checked for flatness, and it is puntied.
To make the lip, the end of the neck has to be widened and folded inwards. This involves much reheating, with the very real danger of the shoulder and body walls distorting.
The handles for all of these bottles tend to be elongated ovals in cross-section. Some are plain, some have a few ribs, but many are multi-ribbed. Plain handles can be shaped by flattening them on a marver. Handles with a few ribs may be created by using pincers after the marvering. To make a multi-ribbed handle one needs to press one side of the proto-handle with a tool such as an iron carding comb. Help from an assistant is needed in order to apply the handle.
So, what is there to go wrong? Mould-blowing is a skilled operation requiring much concentration, and problems can occur at every stage. Glass distribution within the parison is very important. Off-centre bubbles can lead to walls that are too thick or too thin and the lack of glass in the base will lead to a thin base that may not withstand the shock of the punty being detached.
The definition of the mould base design is directly related to the temperature of the base of the parison. This has to reach orange heat on the reheat prior to its introduction into the mould. At the same time one must be careful to keep the shoulder of the parison relatively cool, otherwise one can end up with very thin glass at the shoulder of the blown bottle.
Overheating of the bottle after puntying is another problem. In its extreme the flat walls will turn circular, particularly at the top of the body, and will lead to deformed shoulders that are pushed into the bottle as the lip is formed. Correct reheating is very important, and experience is a good teacher when using the glory hole.
As already stressed, the temperature of the glass when attaching a handle is crucial. If the bottle is too hot it will distort. If the proto-handle is too hot the definition will be lost, and if it is too cold extreme difficulty in detaching it from the gathering iron is experienced (it is not sheared, it is detached by pulling and stretching the waste glass after attaching the handle just below the lip, causing it to become very thin. If it is held against the main part of the handle as it is being stretched, the heat from the handle will cause a remelting, allowing the strand to thin out to nothing).

These are several of the most common problems associated with the glass. Another set of problems can occur with the mould. The most obvious point to note is that the mould has to taper very slightly outwards towards the top (a millimetre will do). If it doesn't, the bottle will not come out of the mould.
If using a sandstone or terracotta mould - as the Roman glass-makers did - it is important to keep it slightly damp. If it is dry the molten glass can adhere to it, particularly as it warms up, resulting in small pieces of sandstone sticking to the bottle. The base is especially prone to this as it is in contact with the part of the parison which is at the highest temperature, and it will result in the loss of the carved detail.
If the mould is too damp, then cooling rings can appear on the walls of the bottle. If the base is too wet, i.e., if water is sitting in the design, then steam will form and will prevent the glass from fully reproducing the pattern. Examples of this can be seen in the glass from Augst - Rutti, B. (1991) Die romischen Gläser aus Augst und Kaiseraugst: Tafel 122, nos. 3130, 3131, 3132.

So, in a given time, how many bottles of these types can a glassblower make? Assuming an uninterrupted supply of glass, he can make five square-sectioned bottles (each of two gathers) in an hour. Estimate six hours blowing for a five day week:
5 x 6 x 5 - 150 bottles per week x 50 weeks per year = 7500 bottles per year, and this is just for a single glassblower. If he only spends half the estimated time on these bottles, he can still make 3750 bottles in a year. Judging by the number of different base designs and the sheer amount of bottles that have been excavated, demand for these must have been high, and the estimated amount would have been but a small proportion of the numbers required.
Mark Taylor 1997
This article originally appeared in Glass News No. 4 (Winter 1997/98)

Mark Taylor and David Hill are, respectively, a glassblower and an artist who work together producing a wide range of high quality reproductions of ancient Roman glass vessels entirely by hand. Although their work is run as a business, research and experimentation feature strongly in an effort to gain insights into the techniques of glass production during the Roman period.
Glass as a workable material has been traced to Sumerian sites in Mesopotamia dating from the 23rd century B.C. The technique of glassblowing was invented during the middle of the 1st century B.C., probably in Syria. The migration of glassmakers from the Eastern Mediterranean ensured the rapid spread of glassblowing across the Roman Empire through Italy, Switzerland, Germany (notably along the Rhine and around Cologne), France and the Iberian peninsula. Although glassblowing sites have been found in England, most Roman vessels discovered here are likely to have been imported from Europe.
The invention of glassblowing greatly speeded the production of glass vessels, facilitating manufacture in large quantities, in direct competition with pottery. Despite the inevitable loss of much early glass, more than enough has survived (often in the form of grave goods) to enable a clear picture to be re-created of the diversity of shape and colour of vessels (as well as changes in tastes and styles) from the 1st century B.C. until the end of the Western Roman Empire.
Roman glass is a soda-lime type; its main ingredient, silica being fluxed by sodium and calcium oxides, together with potassium, magnesium and aluminium oxides. The characteristic pale blue green colour of much Roman glass is the result of an impurity in the sand, namely iron oxide. Other oxides were deliberately added, giving a variety of colours: antimony for an opaque white; antimony, together with lead for an opaque yellow; cobalt for a deep blue; copper for greenish blues and opaque reds (haematinum: see our Newsletters); and manganese for pinks and purples. Manganese, in conjunction with iron oxide gave yellows and browns, but was also used as a decolouriser, since in small quantities it has the effect of neutralising the blue-greens of the iron oxide.
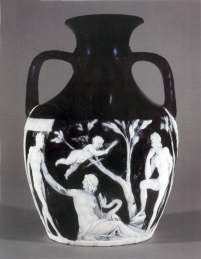

Strong colours are a feature of the earliest blown glass, and many fine pieces such as the famous Portland Vase were made during this period. By the late 1st century AD. however, with the exploitation of the effects of manganese, tastes had begun to change, and virtually colourless glass came to dominate the market by the end of the 3rd century AD.
At the same time as these developments, glass-cutting and engraving began to appear frequently on colourless vessels, although blue-green glass continued to he used for more utilitarian items.
As glassmakers, Mark and David tend to concentrate on reproducing glass of the 1st century AD. from the Western Provinces (The Rhineland, Switzerland, France and England), as well as Italy.
The early Roman craftsmen made a wide variety of vessels: bowls, jugs, jars, plates, flasks etc., in a wide range of colours, using the simplest of tools with a high degree of skill.
These glassmakers probably guarded their working practices jealously, and passed on their trade secrets to carefully selected and trained apprentices, most likely along the blood line. They may have been semi-itinerant workers, setting up their workshops near reliable supplies of fuel (wood), and raw materials for the glass itself (such as sand).
Mark makes a soda-lime glass to his own recipe, although it is closely based upon Roman examples, which enables him to reproduce the colours and qualities of Roman glass whilst giving it good hand-working properties.

Archaeological evidence for Roman glassblowing workshops themselves is not common, but what does survive points to their use of circular, wood-fired furnaces with fire boxes below ground level. These furnaces are usually no more than a metre in diameter, and include a stoke-hole. Superstructures very rarely survive, and reconstructions seldom agree, but they must have utilised a closed structure made of a refractory material, probably good quality clay bricks and tiles, with a gathering hole and a flue, as is common to most early kiln designs.
At present, their work can be divided into three basic ranges: free-blown, mould-blown and, more recently, engraved glass.
Most of the free-blown glass is coloured, is often light in weight and thin-walled. These characteristics dictate the style of glassmaking, mainly involving speed and dexterity of manipulation, together with constant re-heating at the glory-hole. It can be very easy to lose a piece through lack of care at any stage in manufacture, and great concentration and economy of effort is required to complete a vessel successfully. Mark makes most of the free-blown vessels completely unaided, although David is frequently called upon to help with re-heating and to give assistance where needed, whilst Mark gathers handles and other decorative features.
Although they make use of modern technology in many aspects of their work, the techniques and tools used are unlikely to have changed since the first days of glassblowing. Simple wooden sticks and boards, and U-shaped shears, punty and blowing irons, and a marver (probably made from the readily-available marble) have all proven to work well.

Where Mark uses a glassmakers chair, the Roman artisans may have worked sitting, resting their blowing irons on boards strapped to their thighs, or they may have worked standing, using a simple Y-shaped yoke fixed in the ground.
Although free-blowing is relatively fast (it takes an average of 15 minutes to make a free-blown vessel), it can be tiring, and requires considerable skill. Mould-blowing is a much quicker process, and has the advantage of producing virtually identical vessels, although it also demands skill and patience. Bottles and beakers of given shapes can he made in large quantities - in fact, mould-blowing represents an early example of mass-production.
One particularly common vessel is the square-sectioned bottle. Vast quantities of these have been found, made and distributed throughout the Roman Empire. They were probably used for the transportation and storage of foodstuffs (the Roman fermented fish sauce garum has been suggested by some writers), and most of them have distinctive base designs, which may denote a particular foodstuff or distributor.
Most square bottles were blown using simple moulds made from sandstone, using interchangeable square stone blocks for the base designs. Mark has made numerous bottles using replica sandstone moulds, and has established that whilst they are fairly easy to make and use, they have a limited working life, and need careful treatment whilst in use. It is very important, for example, to keep these moulds slightly damp,otherwise they are easily burned and eroded by the hot glass. He now prefers to use a more durable substitute for the stone moulds, and has discovered that ceramic batts (used by potters for shelves in kilns) impart the same surface effect to the glass as stone, but last much longer, and uses bronze blocks for the base designs. These are specially roughened to duplicate the effect of the stone originals.
The most interesting area of mould-blown glass that they reproduce is the range of so-called 'Circus Beakers' - palm-sized drinking vessels decorated with raised friezes depicting scenes of chariot racing, gladiatorial combat and, more rarely, athletic contests.
These beakers were fairly common during the second half of the 1st century A.D.,and have been found throughout the Western Provinces of the Roman Empire. Chariot-race beakers are usually referred to as circus beakers, the circus being the race track, the most famous of which was the Circus Maximus in Rome. Details of the 'spina' (the central barrier of the race track) are always included on the beakers, such as the three 'metae', the conical turning-posts, as well as the central obelisk and the delphinarium (the seven bronze dolphins used to indicate to the crowd and charioteers themselves how many laps remained, which will be familiar to anyone who has seen 'Ben Hur'). The glassmakers took care to try to disguise the inevitable mould-lines at the sides of the beakers by incorporating them into the design, usually down the central of the three metae.
The competitors, both charioteers and gladiators were clearly household names, much like modern racing or boxing celebrities. The name Olympe appears on most of the different designs,suggesting that he was a frequent and popular winner, and several of the other named contenders are known from references in poetry (one charioteer is mentioned by Martial), on Pompeiian graffiti (the gladiator Petraites, who is also mentioned by Petronius), and in contemporary inscriptions, which record some of the colossal numbers of races won by two of the named charioteers (see frieze below).
Whereas the Roman glassmakers would probably have used fired clay moulds for many of their pieces, most of Mark and David's vessels are blown into bronze moulds, for the simple reason that bronze is a very hard-wearing material (which allows them to keep costs down), and allows quite large numbers of items to be blown at a single session although, as with the square bottle moulds already described, they take great care to chase (i.e. finish) the surfaces of such moulds so as to emulate the surface textures of the originals. One of the areas which they would like to explore more fully is the use of mould-making materials available to the Romans, which would give a better insight into the techniques of mould-blowing, the durability of fired clay moulds and other important aspects of Roman glass production.

A recent departure for Mark and David has been the reproduction of Roman engraved and cut glass. Although Pliny the Elder described the use of a mounted diamond for engraving gems and the like (Book XXXIII xv. 59-61), sharply pointed flints have also proven to be very successful, suggesting that they may well have used this hard-wearing stone.
Although there are earlier examples, the majority of vessels with pictorial engraved decoration comes from the 4th century AD. A large number of bowls have been discovered in Germany particularly Cologne (a known centre for glassmaking throughout the Roman period), most of which are dish-shaped, decorated with images and scenes relating to Greek and Roman mythology (Neptune, Apollo and Artemis, Apollo and Marsyas etc.), the Jewish Old Testament (Abraham and Isaac, Adam and Eve, Susannah and the Elders etc.), Christian scenes (The Raising of Lazarus, the Chi-Rho symbol etc.) as well as such perennially popular Roman scenes as hunting boars, lions, stags and hares. Clearly the glassmakers were catering for a wide market encompassing different faiths and interests!
Mark and David are always seeking to expand the range of their repertoire of Roman reproductions, and future projects will include work on some of the large number of painted and enamelled glassware, sometimes with gilding, wheel-cut and engraved vessels, mosaic or millefiori glass and the elegant Roman howls known as 'pillar-moulded', so called after their unusual ribbed exteriors.
They receive much encouragement and help from many archaeologists and glass historians both in Britain and abroad, who have to endure their constant requests for information, but without whose help their work would not attain the high standards which they set for themselves.
Mark Taylor and David Hill 1998
For further reading on Roman glass see:The original version of this article appeared in 'The Glass Cone', No. 46 (Summer 1998)
Colchester Museum is fortunate in possessing fragments from a blue-green mould-blown glass beaker decorated with fighting gladiators. Roman glassmakers were not slow to take advantage of the increased popularity of blood games throughout the western provinces, and beakers from this same mould-type are the most common variety of the so-called 'circus beakers'.
The Colchester fragments were found in a pit dated between AD 49-60/1 and it is generally accepted that most of these beakers were made in the third quarter of the 1st century AD. Although only about two thirds of the vessel has survived, many other examples have been found in Britain and on the Continent, including an intact example found in France (now in the Corning Museum of Glass, New York), which enable us to reconstruct the missing areas.
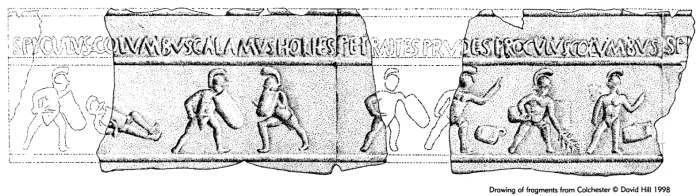
Four pairs of gladiators are shown in different stages of fighting - Spiculus ('Sting') has defeated or possibly killed Columbus ('The Dove'), whilst Calamus ('Arrow') and Hories fight defensively with their shields to the fore. On the other side of the beaker Petraites ('Rocky') has disarmed Prudes ('The Careful One'), who has dropped his shield and submits by raising his left hand. In the final quarter of the frieze, the victorious Proculus (whose nickname possibly means 'Hammer') holds his winner's palm, whilst his defeated opponent Cocumbus appeals for quarter using the same gesture as Prudes. (It seems likely that the name usually misread as Cocumbus is actually Columbus' name repeated, and the vessel may be recording the 'decline and fall' of a once famous combatant. The historian Suetonius describes how at the games the Emperor Claudius on hearing the cry 'Bring on the Dove!' replied, 'Certainly, but he'll take some catching!' which implies that Columbus may have been recently slain, perhaps by Spiculus.)

Like the famous charioteers named on other circus cups (see Making Roman glass today and The 'Circus Maximus' beaker), these gladiators were household names, a fact confirmed by by their mention in contemporary literature (not to mention graffiti scrawled on the walls of Pompeii).
Petronius twice refers to Petraites' many fights in the 'Trimalchio's Feast' section of his Satyricon. As well as alluding to Columbus, Suetonius also mentions Spiculus, whom Nero spoiled as a favourite, conferring on him wealth, land and property (to the author's obvious disdain). In his last desperate hours, Nero called for Spiculus to come and put an end to his life, but even he had deserted the last of the Julio-Claudians.


Unlike the charioteers, the gladiators used nicknames, which helped to mask their less than honourable status -most were condemned men (and sometimes women, one should remember), or prisoners of war, given the dubious choice between execution or taking their chances in the arena. They were schooled in fighting at a ludus gladiatorius, and were assigned different arms according to their skills. The gladiators on the Colchester beaker are all Samnites, fighting with a large shield (scutum) and sword (spatha), and all wear plumed helmets. Thracian gladiators fought with a smaller round shield (parma) and wielded a dagger (sica), while the Murmillones, their helmets adorned with large sea fish, were usually set against Retiarii, who used a net and trident.
The gladiatorial games or Hoplomachia began with a grand feast for the combatants on the evening before their fights, to which the public were invited. The next day the gladiators would be driven in chariots from the ludus to the amphitheatre (the Colosseum had not yet been built at the time of these gladiators), where they paraded before the cheering crowd. When they reached the imperial box or pulvinar they addressed Caesar with the famous chant of: 'Ave, Imperator; morituri te salutant!' (Hail, Emperor: those who are about to die salute thee!').
The games commenced with a mock battle or prolusio with dummy or padded weapons in the manner of a warm-up before the main event began in earnest, and the individual fights were often interspersed with clowns and dwarfs parodying the real gladiators' battles, or re-enacting famous struggles from mythology, such as Hercules and Antaeus. Each pair of combatants had been selected by the casting of lots, and to the accompaniment of trumpets, horns, drums and hydraulic organ each duel took place, usually to the death. When a gladiator submitted (as Prudes and Cocumbus do on the Colchester beaker), it was the victor's right to choose whether his opponent was spared to fight again or dispatched, although if the emperor were present, the gladiator deferred to him, and he usually consulted the opinion of the crowd with the famous 'thumbs-up' or 'thumbs-down' voting.
The winner received a palm for each victory, but he would have to win many of these before being awarded the rudis, the wooden sword which granted him freedom from the arena. Very few gladiators, however, would have survived to enjoy retirement. The epitaph of one has come down to us, which tells how he was killed by an opponent whose life he had spared in a previous encounter. It concludes with a solemn warning to all who fought in these dreadful events: 'Moreo ut quis quem vicerit, occidat' - 'give no quarter to the fallen, no matter whom he be'!
David Hill 1998
For further reading on Roman glass, including circus beakers, see:The original version of this article appeared in 'The Colchester Archaeologist' No. 12 (1999).
Most Roman race tracks were based upon the original design (although not the actual size) of the famous Circus Maximus in Rome itself.

A virtually intact cylindrical glass beaker was found in the West Cemetery in Colchester in 1870 and presented to the British Museum, where it is now displayed. This dates from the second half of the 1st century AD, and shows a wealth of details of this celebrated spatium, as well as naming four of the best-known charioteers of the day.
On the lowest of the three friezes are shown the four competitors. They are quadrigae (four-horse chariots), and represent the four factiones, the privately owned and funded racing 'houses' or teams who took part in each race: Albata, Prasina, Veneta and Russata (the Whites, Greens, Blues and Reds), each of whose riders and horses would have worn the colours of their factio, exactly as modern jockeys ride in the silks of a particular owner. Horses were bought in from stud farms around the Empire, especially Spain, and the races were dangerous events, although lucrative for the winners. The chariots run from left to right, reflecting the spectator's view of a race in the arena from the tiered seats of the Circus.
The central third of the beaker shows 14 of the monuments which adorned the spina, the central barrier, which spectators would have seen above the heads of the drivers, just as it is depicted here. As well as statues (of Pollentia, goddess of might; the Roman Imperial lion; and the emperor himself), the spina also contained small shrines and altars, two pavilions, and a throne to seat the winner of individual races, not unlike the podium used for victorious athletes in modern track events. Most importantly, the centre of this structure held the great red granite obelisk of Rameses Il, which Caesar Augustus had brought from Heliopolis (and which still survives, re-erected in the Piazza del Popolo in Rome), and two structures which acted as lap-counters the septem ova were seven gigantic wooden eggs, one of which was inverted at the end of each lap, and seven delphini, large gilded bronze dolphins, which will be familiar to fans of the film Ben Hur!
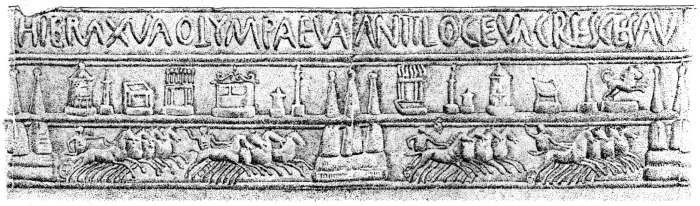
The two vertical seams of the mould halves were cleverly disguised by incorporating the metae (the trio of vast conical stone columns at each end of the spina, around which the competitors turned) at either side of the design.
The upper frieze of the vessel gives the racing charioteers' names: three of them (Olympe, Hierax and Antiloce) have the suffix 'VA', which is probably short for 'vade' ('go') or possibly 'vale' ('farewell'), but Cresces' name is followed by 'AV', short for 'ave' ('hail'), suggesting that he is the winner of this race.
The Circus Maximus
As its name implies, the Circus Maximus was the largest, as well as the oldest, of Rome's three race tracks.
The course originally took advantage of a natural valley, with two wooden posts around which the races were run. Successive emperors improved and embellished the idea, building wooden seating which was later replaced by stone. These re-buildings culminated in the huge marble structure built by Nero after the fire of 64 AD.
This was by far the largest building in Rome, having the great race track at its heart. The exterior closely resembled the concept of a modern 'mall', with its arcades of sheltered shops, restaurants and pubs, and, unsurprisingly, 'book-makers'.
Mark Taylor and David Hill 1999
The original version of this article appeared in 'The Colchester Archaeologist' No. 13 (2000)

Window glass was used by the Romans as early as the 1st century AD, and is a common find on Roman sites in Britain.
Roman glassmakers employed two differing processes for producing window panes. The earlier method is known as "cast glass", and produces panes of uneven thickness that are fire polished, or "glossy" on one side, and pitted, with a matt finish on the other.
The later technique is known as "cylinder glass" and produces panes of even thickness which are glossy on both sides. This method is well-known, being first documented by Theophilus in the 12th century AD, and still being employed on an industrial scale in the 19th century in glassmaking centres such as Charleroi in Belgium. A cylinder of glass is blown, both ends are opened, it is split longitudinally, reheated and opened out flat.
However, the precise technique of making cast glass has been lost since the Romans ceased to use it in the 3rd century AD. It has often been suggested that molten glass was poured into a mould in much the same way metals are cast. Some of the arguments against such a method are that it would not reproduce both the forms of the edges and corners and the tool marks seen on original Roman glass.

Recently, we were asked to produce a pane of glass for the Museum of London using the earlier technique. Our research and experiments have enabled us to produce such a pane, and also to develop a process which faithfully reproduces all of the marks and idiosyncrasies of original "cast" Roman glass.
We used a blue green soda-lime-silica glass with a typical Roman composition. We gathered molten glass from a furnace, poured it onto a damp surface - in this case a kiln shelf - and immediately flattened it with a large block of damp wood. This produced a flat disc of glass about 5mm thick. It also produced lots of steam!
In order to turn this disc into a rectangular pane it had to be continually reheated and worked upon. We achieved this by transferring the disc to another, dry kiln bat coated with battwash to prevent it sticking, supported on a long pole, and introducing it into another furnace known as a "glory hole" for controlled reheating.
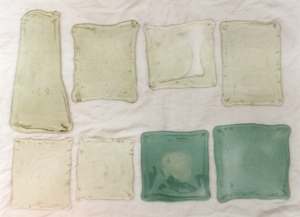
This was the most interesting phase of the operation, as initially we had no idea what to do other than to pull and stretch the hot disc in order to form a rectangular shape. Our first attempts produced oddly-shaped, but promising "panes".
Several attempts later we were beginning to learn how to stretch the glass in a controlled manner, and discovering the "dos and don'ts" of making a window pane in this way.
Using this method successfully depends upon various factors. The pane has to be heated in a way that allows one area to heat up whilst the opposite area stays relatively cool. This allows the cooler area to be gripped and pulled using a pair of pincers whilst pinning the hotter area down near its edge using a metal rod. This produces a corner, and subsequent heating and stretching will turn the disc into a rectangle.
This rectangle can be stretched by heating one half and leaving the other half cooler, pinning the hot side down with a long metal rod and gripping and pulling the cooler side with a pair of pincers.
By varying the areas to be heated and stretched, the pane can be enlarged until it is the required size (the size of the initial gather will have a bearing on this - the larger the gather, the larger the pane).

Small adjustments to the straightness of the sides can be made using a metal hook to gently pull the glass where the side is curving inwards.
The tools we used were simple: metal rods, hooks and pincers, and the marks they produced on the finished pane closely match those seen on original Roman panes.
The method that we have developed is straightforward and repeatable - an essential criterion for mass production, and it is easy to imagine many glasshouses during the 1st and 2nd centuries AD using this process to produce window panes, until it was superseded by cylinder glass.
Mark Taylor 2000
This article originally appeared in Glass News No. 9 (January 2001)
It also appeared in the ARA Bulletin No. 13 (August 2002) under the title: 'An experiment in the manufacture of Roman window glass'
This update is the result of our work on mosaic glass and ribbed bowls, together with the need to produce a few window panes for the Butser Roman Villa Project. This link between 'cast' window panes and poured/fused and slumped vessel glass is a good example of the interrelationship of ancient glassmaking techniques and their end products.
The first point is that water is not necessary as a separator. In common with monochrome ribbed bowls, powdered clay can be used (see our AIHV Poster: Ribbed Bowls and their Manufacture). Some of the clay will fuse to the underside of the glass, but, when cold, the pane can be washed or rubbed with a fine abrasive to produce an acceptable finish.
Secondly, the initial flattened disc can be stretched immediately after flattening as well as following reheating. The stretching technique, borrowed from manipulation of discs for slumped vessels, both enlarges and thins the pane before it is turned rectangular. It also imparts some toolmarks to the the edge which may or may not be melted out during later reheating.
The third point is that pinning and stretching the disc too harshly can cause indented, linear toolmarks that are larger than those seen on original corners (and corner fragments). A gentler approach, gradually turning the pane rectangular whilst stretching it to size, with the sharpening of the corners performed at the end of this manipulation will produce a better result (less toolmarks at the corners).
Finally, a general reheat of the finished pane will help to smooth out any toolmarks, but as this takes time and can cause a heavier build-up of release agent (clay) on the underside of the pane, it is not strictly necessary or economical to do this.
Mark Taylor 2003